Oživenie
Po kompletnej montáži všetkých komponentov a po dôkladnej kontrole zapojenia elektroniky môžeš pristúpiť k prvému zapojeniu tlačiarne do elektrickej siete 230V.
DOPLNIT POSTUP
Kalibrácia
Pre správnu funkčnosť tlačiarne je potrebné vykonať kalibráciu niektorých komponentov. Asi najzložitejšia je kalibrácia extrúdera, preto sa do nej pustíme ako do prvej. Ako pomôcka môže poslúžiť návod zo stránky Instructables.com.
Kalibrácia extrúdera
- video návod (ENG), kde kalibrácia extrúdera začína od 14tej minúty:
- vzorec pre výpočet hodnoty "extrúder kroky za milimeter" (steps per mm) je nasledovný:
e_steps_per_mm = (motor_steps_per_rev * driver_microstep) * (big_gear_teeth / small_gear_teeth) / (hob_effective_diameter * pi)
čo v preklade znamená:
extrúder kroky za milimeter = ( motor kroky za otáčku * mikrokroky drivera ) * (počet zubov veľkého prevodového kolesa / počet zubov malého prevodového kolesa ) / ( efektívny priemer ozubenej skrutky extrúdera * pi )
- ja som nameral takéto hodnoty pre Wade extrúder s jednoduchým ozubením (viď.obrázky nižšie):
počet zubov veľkého kolesa = 43
počet zubov malého kolesa = 10
- po dosadení to vyzerá nasledovne:
e_steps_per_mm = ( 200 x 16 ) x ( 43 / 10 ) / ( 7 x 3.14159 )
e_steps_per_mm = 3200 x 4,3 / 21,99113
e_steps_per_mm = 625,706
( doplnenú hodnotu 200 a 16 neviem presne vysvetliť )
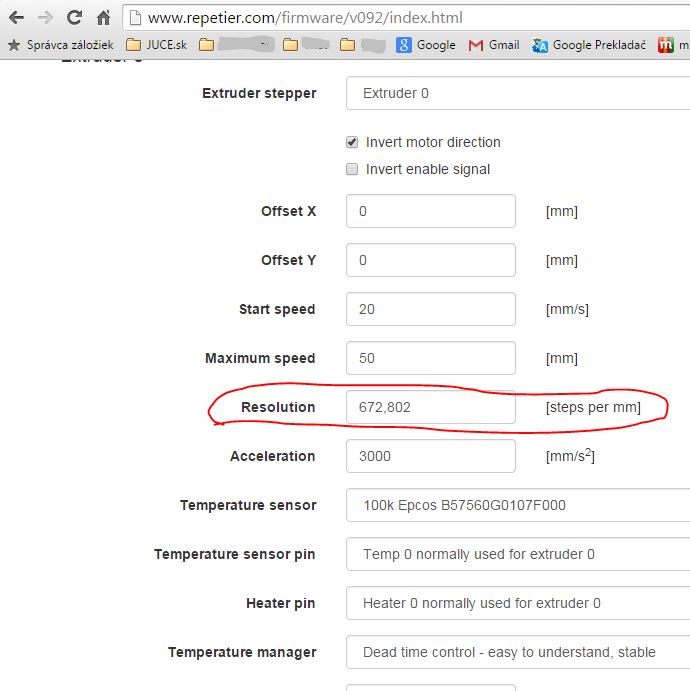
- vypočítanú hodnotu 625,706 dosadíme do Repetier konfigurátora FW do kolonky s názvom Resolution 625,706 [steps per mm], viď.nasled.obr.:
- stiahni a nahraj FW do Arduina;
- alebo cez softvér Repetier Host prípadne Pronterface zašleme príkaz: M92 E672.802 (enter alebo klikni na tlačidlo Odoslať/Send) a následne M500 (uloženie do EEPROM) a aj M501 (načítanie nových údajov z EEPROM) čím sa nám do operačnej pamäte načítajú nové kroky pre motor extrúdera;
- vymontuj Hot-End z extrudera, aby si zbytočne neplýtval s filamentom, t.j. ponechaj Hot-End pripojený na kabeláž, ale zabezpeč aby bol Hot-End vytiahnutý z extrúdera, čiže otvor na spodnej strane extrudera zostane voľný;
- nechaj rozžeraviť Hot-End na teplotu filamentu, ktorý použiješ;
- vlož do extrudera filament (z vrchu, tak ako sa má vkladať);
- naznač si na filamente smerom do hora od vrchnej strany extrúdera 130 mm, t.j. urob si na filamente čiarku;
- ak máš dostatočne nahriatu trysku (pre PLA 200 stupňov), tak daj cez softvér v PC extrudovať 100 mm filamentu (nedá sa totiž extrudovať, ak tryska nemá požadovanú teplotu, je to ochrana proti zničeniu extrúdera, resp. proti zbrúseniu filamentu, kedy ozubená skrutka na ňom vytvorí=vybrúsi priehlbinu a filament už ďalej nemôže byť vtláčaný dovnútra do trysky). Okrem grafického rozhrania softvérov môžeš využiť aj G kódy ;
- po skončení extrudovania (vťahovania filamentu cez extrudér) zmeraj koľko mm ti zostalo od čiary. Čiže ak ti vtiahlo iba 80 mm filamentu, tak si nameral 50 mm k čiare/ku značke na filamente. Alebo ak ti vtiahlo až 110 mm, tak si nameral len 20 mm ku značke;
- teraz použi nižšie uvedený vzorec a znovu vypočítaj hodnotu pre kroky extrudera:
new_e_steps = old_e_steps * (100 / distance_actually_moved) … or, old_e_steps * (100 / (distance_to_mark + 80))
nové kroky extrudera = pôvodné kroky extrudera * ( 100 / vtiahnutá dĺžka filamentu ) alebo pôvodné kroky extrúdera * (100 / ( 130 - nameraná zostávajúca dĺžka filamentu ) )
- v mojom prípade takto:
dal som extrudovať 100 mm,
skutočne extrudovalo = vtiahlo iba 93 mm, čiže do 100 mm mi chýbalo ešte 7 mm vtiahnuť,
625,706 * (100 / 93) = 672,802
- alebo použi predpripravený tabuľkový kalkulátor (Excel), ktorý urobí výpočet automaticky po dosadení požadovaných hodnôt;
- takže novo vypočítanú hodnotu vložím do webového Repetier konfigurátora alebo pošlem do Arduina cez G kódy;
- tieto posledné kroky opakuj, až dosiahneš presnosť pri vťahovaní o hodnotách okolo 96 až 104 mm.
Zdroj: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#E_steps
Uvedené kroky som použil na kalibráciu Wade extrúdera, či už varianta so šípovým ozubením, ktoré je omnoho mohutnejšie a odolnejšie :

alebo varianta s jednoduchým ozubením:

Kalibrácia osi Z - bed leveling
Nastavenie správnej vzdialenosti od tavnej trysky (nozzle) Hot-End-u ku vyhrievanej podložke (HeatedBed) je veľmi dôležité a je to základný úspech pri tlači. Ak je správne nastavená vzdialenosť trysky od vyhrievanej podložky a samozrejme je správne skalibrovaný extrúder, tak je veľká pravdepodobnosť, že tlač bude úspešná.
Ak je Z=0, tak by si mal byť schopný vsunúť kancelársky papier medzi trysku a vyhrievanú podložku. Papier by malo iba mierne zadrhávať.
Pre dosiahnutie rovnakej vzdialenosti na každom mieste vyhrievanej podložky je potrebné nastaviť vyhrievanú podložku do vodorovnej polohy a taktiež aj os X, čiže celý extrudér.
Zdroj: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Z_height
Nastavenie Slicer
Ďalším veľmi dôležitým parametrom sú nastavenia softvéru. Slicer je názov pre softvéry, ktoré prepočítavajú 3D modely do jednotlivých vrstiev, ktoré tvoja 3D tlačiareň vytlačí.
Stránka pre kalibráciu uvádza, že dobré výsledky sú dosahované ak výška vrstvy ( layer height ) < ako 80% priemeru trysky (nozzle diameter), a hrúbka vytlačenia ( extrusion width ) >= ako priemer trysky ( nozzle diameter ).
Príklad č.1: pri použití trysky veľkosti 0.35 mm je tvoja maximálna výška vrstvy ( layer height ) 0.35 * 0.8 = 0.28 mm a tvoja hrúbka vytlačenia ( extrusion width ) mala by byť 0.4 mm alebo viacej.
Príklad č.2: pri použití trysky veľkosti 0.5 mm môže byť tvoja maximálna výška vrstvy ( layer height ) až do 0.4 mm.
Príklad č.3: pri použití trysky veľkosti 0.25 mm ti tryska dovolí 0.2 mm maximálnu výšku vrstvy ( max layer height ).
Program Slic3r automaticky zvolí šírku vytláčania ( extrusion width ) na základe tvojho priemeru trysky.
Viacej informácií v ENG a aj zdroj pre tento návod: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Slicer_settings
Nastavenie teploty trysky
zatiaľ nepreložené, originál tu: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Nozzle_Temperature
Nastavenie teploty vyhrievanej podložky
zatiaľ nepreložené, originál tu: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Bed_Temperature
Záverečné doladenie tlače E krokov
zatiaľ nepreložené, originál tu: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#E_Steps_Fine_Tuning
Kalibrácia motorov
Dlhú dobu som nevedel pochopiť akým spôsobom mám nastaviť Pololu drivery A4988, čiže korektné napätie resp.skôr prúd do motorov. Poznám tri spôsoby ako drivery nastaviť.
Prvý a úplne jednoduchý spôsob - zrak a sluch (amatérsky spôsob):
Najskôr som objavil pekný článok, v ktorom autor popisoval ako nastaviť Pololu drivery, ale žiaľ ja som mal inú verziu Pololu driverov a tak som nemohol postupovať podľa toho návodu. Motory som nastavil iba jednoduchým spôsobom, ktorý popisujem nižšie.
Nastavenie podľa zvuku a pohybu motora (podľa zraku a sluchu), tak ako to urobil pán na nasledujúcom videu:
Ten Ind tam má mnoho užitočných videí, takže ich odporúčam všetky pozrieť.
Druhý a komplikovaný spôsob - nie úplne presný?!:
Po čase som našiel tento návod: http://reprap.org/wiki/Prusa_i3_Hephestos#Drivers_calibration v ktorom som sa dočítal, že korektný prúd do motorov nastavovali meraním odberu prúdu pri pohybe motora a doladením potenciometra na Pololu drivery.
V ich prípade mali motor NEMA17 s 2,5 A odberom. Z toho sa dá nejak vypočítať (prepáčte, ale som z toho jeleň ako sa niečo takéto počíta) prúd pri behu motora. V ich prípade nastavovali pre každý motor 250 mA. Ja som mal motor s odberom 1,3 A na fázu viď.nasledujúca špecifikácia motora:
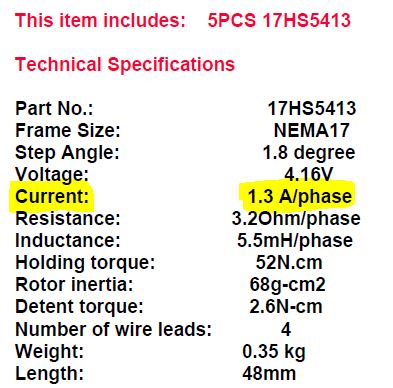
A na základe popisu na stránke RepRapu viem, že mám biopolárny motor, ktorý má dve fázy = dve cievky, takže 1,3 A + 1,3 A = 2,6 A, čo je podobný odber ako mali ľudia z týmu Hephestos. Takže na základe ich návodu mi vychádza to, žeby som mal na môj motor nastaviť 260 mA pri behu motora, čiže by som mal namerať 75 (odber RAMPS) + 260 mA = 335 mA.
Aby som sa však nejak odrazil, tak som najskôr urobil amatérske nastavenie podľa prvého spôsobu. Po tomto jednoduchom nastavení na základe zraku a sluchu som si zmeral prúd a nameral som okolo 130 mA, čo je dosť ďaleko od 335 mA, ktoré som vypočítal. Čiže podľa mňa sú obe metódy použiteľné, ale druhá metóda s presným meraním je určite lepšia. Teda ešte je tu veľka otázka, že či som správne určil, že na jeden motor mám nastaviť 335 mA. Nie su mi úplne jasné niektoré parametre motora, ktoré uvádzajú oni na stránke a ktoré uvádza špecifikácia môjho motora.
Nápomocná môže byť aj táto kalkulačka: http://www.ohmslawcalculator.com/ohms-law-calculator
Veľký problém vzniká v tom, že ak sa do motora púšťa veľký prúd (nadbytočný prúd), tak sa motor prehrieva a môže dojsť k jeho zničeniu, resp.je možné, že niektoré motory majú tepelnú ochranu, takže by sa nemali zničiť, ale skôr sa môžeš o motor popáliť alebo sa roztopí držiak motora.
Tretí a najpresnejší spôsob na základe parametrov a meraní:
V prípade použitia A4988 drivera (16 mikrokrokový) sa na stránkach výrobcu dočítaš, že výpočet napätia, ktoré máš na drivery nastaviť je: Current Limit = VREF × 2.5
Takže ak máš 2A motor, tak napätie na drivery treba nastaviť na úroveň 0,8 V na základe výpočtu: 0,8 x 2,5 = 2 A. Napätie sa nastavuje s malým potenciometrom, ktorý je umiestnený na drivery a zároveň na tomto istom potenciometri sa napätie aj meria voči GND pinu drivera.
Nastavenie mikrokrokov závisí od vloženia jumperov (prepojok) do RAMPS dosky. Sú to PINy pod päticami driverov s označením MS1 MS2 MS3, ktoré v prípade 16 mikrokrokov treba mať vložené všetky tri, viď.informácie na stránke k driverom.
V prípade použitia DRV8825 drivera (32 mikrokrokový) je výpočet: Current Limit = VREF × 2, čiže ak mám 1A motor, tak na potenciometri je potrebné nastaviť napätie 0,5 V, viď. info k driveru. Odporúčam pozrieť si video z tej stránky (žiaľ len po anglicky), ktoré vysvetľuje ako sa napätie nastavuje.
Ak si počas tlače všimneš, že sa ti motory prehrievajú, čiže na motore udržíš prst iba pár sekúnd, tak je potrebné znížiť prúd do motora. Zníženie prúdu vykonáš znížením napätia na potenciometri drivera. Takže ak si nastavoval pre 1 A motor napätie 0.5 V a motor je počas tlače horúci, tak zníž napätie na napr. 0.35 V. Otestuj tlač a ak už motory nie sú horúce tak je to v poriadku.
Komentáre vytvorené pomocou CComment' target='_blank'>CComment